 |
新闻动态more>>
硬质合金内冷麻花钻头的内冷孔如何生产
发布时间:2014-04-15 浏览:
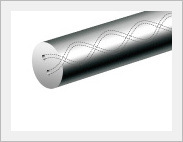
硬质合金内冷钻头从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中可以使用压缩空气、油或切削液从两个螺旋孔中穿过,起到冷却钻头的作用,可以冲走切屑,降低刀具的切削温度,增加刀具的使用寿命,内冷钻头通常采用表面TIALN涂层,更增加了钻头的耐用度和加工尺寸的稳定,因此该内冷钻头比普通硬质合金钻头更具有优良的切削加工性能,特别适合用于深孔加工以及难加工材料,带内冷却孔的钻头是为了减少钻头高速加工时的高热带来的对钻头和产品外观的损伤,内冷孔钻头的切削效率是普通合金钻头的2-3倍,是现代加工中心高速高效钻削加工的不二选择.但大多数人不了解内冷钻头使用的硬质合金圆棒材料中的冷缺孔是如何生产制造的?


一种是孔用蜡:生产加工硬质合金圆棒制造是先将钨粉挤压制成圆棒,中间的内冷孔是蜡然后成型,脱蜡、真空烧结成型就成为合金黑皮,分单直孔、双直孔,单螺旋孔和双螺旋孔;主要用于制造钻头和铣刀
一种是铜锡合金的线:直径从0.几到25MM左右,粉料在研磨后制成坯(棒料)之前把合金线一同挤压成毛坯的棒材,经过高温的烧结,大概温度在1200多度,铜锡线自然融化,就变成螺旋的孔了!然后棒料经过保温后,上五轴的磨床(一般为瓦尔特或瑞典的一些,变成精磨棒料,再根据不同的要求,比如说加工奥氏体,合金类,铝合金时螺旋槽一般为大螺旋槽,加工一般的碳素钢、低碳钢,高碳钢HRC45以下的螺旋角度一般就可以10-15度,要是直槽的钻头就无所谓了,然后再磨前角角度钻头直径小前角最好大些,相反就小些,后角一般就加工韧度较高的工件适用大的后角,切削铁屑容易翻出,缺点就是崩韧,可以采用负前角的刀具。
以上资料由苏州硕朔五金工具有限公司整理发布,转载请注明出处!

