内螺纹加工刀具有丝锥、螺纹铣刀、机夹式内孔螺纹铣刀杆等;丝锥则是一种内螺纹加工的常用刀具产品,可按其形状分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等等,按使用环境分手用丝锥和机用丝锥,按尺寸规格可分为公制、美制、和英制丝锥等。SS硕朔可按客户要求定制钨钢丝锥产品,并提供高速钢丝锥及合金丝锥、合金钻头及铣刀返修服务。
内螺纹铣削刀具:
●成本更低,虽然单支螺纹铣刀贵过丝攻,但是算到单个螺纹成本比丝攻低很多。
●精度更高,螺纹铣刀以刀补实现精度,可以选择客户需要的精度等级。
●光洁度好,螺纹铣刀铣出来的牙光洁度优于丝攻。
●螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍,减少换刀的工时浪费。
●不怕折断,丝攻折断后可能造成工件报废的风险,螺纹铣刀即使人为折断也容易取。
●螺纹铣刀的加工效率远高于丝攻;
●盲孔丝攻不可攻到底部,螺纹铣刀可以。

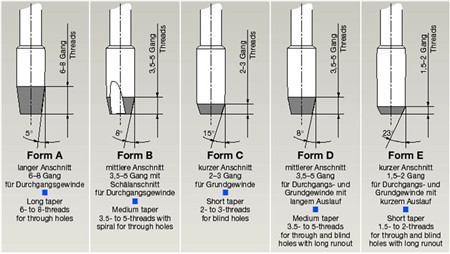
丝锥种类:
1)直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。
2)螺旋槽丝锥:用于孔深≦3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。
10-20°螺旋角丝锥可以加工螺纹深度≦2D;
28-40°螺旋角丝锥可以加工螺纹深度≦3D;
50°螺旋角丝锥可以加工螺纹深度≦3.5D(特殊工况4D)。
某些时候(硬材料,大牙距等),为了取得更好的齿尖强度,会选用螺旋槽丝锥加工通孔。
3)螺尖丝锥(先端丝锥或刃倾角丝锥):通常只能用于通孔,长径比可达3D-3.5D,铁屑向下排出,切削扭矩小,被加工的螺纹表面质量高。
切削时,需要保证全部切削部分攻穿,否则会出现崩齿。
(2)挤压丝锥
可用于通孔及盲孔的加工,通过材料塑性变形形成牙型,只能用于加工塑性材料。
挤压丝锥主要特点如下:
1)利用工件的塑性变形加工螺纹;
2)丝锥的截面积大,强度高,不易折断;
3)切削速度可比切削丝锥高,生产率亦相应提高;
4)由于是冷挤压加工,加工后的螺纹表面机械性能提高,表面粗糙度高,螺纹强度、耐磨性、耐腐蚀性提高;
5)无屑加工。
挤压丝锥缺点有:
1)只能用于加工塑性材料;
2)制造成本高;
3)不能研磨。
挤压丝锥有两种结构形式:
1)无油槽挤压丝锥只用于盲孔立加的工况;
2)带油槽挤压丝锥适用于所有工况,但通常小直径丝锥因制造难度不设计油槽。
SS硕朔生产、定制各类产品包括:钨钢钻头、合金铣刀、反R成型刀、反面锪平面刀具、钨钢螺纹刀具、沉头倒角刀杆、去毛刺刀并提供及高品质高速钢丝锥返修服务。
内螺纹加工刀具有丝锥、螺纹铣刀、机夹式内孔螺纹铣刀杆等;丝锥则是一种内螺纹加工的常用刀具产品,可按其形状分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等等,按使用环境分手用丝锥和机用丝锥,按尺寸规格可分为公制、美制、和英制丝锥等。SS硕朔可按客户要求定制钨钢丝锥产品,并提供高速钢丝锥及合金丝锥、合金钻头及铣刀返修服务。
内螺纹铣削刀具:
●成本更低,虽然单支螺纹铣刀贵过丝攻,但是算到单个螺纹成本比丝攻低很多。
●精度更高,螺纹铣刀以刀补实现精度,可以选择客户需要的精度等级。
●光洁度好,螺纹铣刀铣出来的牙光洁度优于丝攻。
●螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍,减少换刀的工时浪费。
●不怕折断,丝攻折断后可能造成工件报废的风险,螺纹铣刀即使人为折断也容易取。
●螺纹铣刀的加工效率远高于丝攻;
●盲孔丝攻不可攻到底部,螺纹铣刀可以。
丝锥种类:
1)直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。
2)螺旋槽丝锥:用于孔深≦3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。
10-20°螺旋角丝锥可以加工螺纹深度≦2D;
28-40°螺旋角丝锥可以加工螺纹深度≦3D;
50°螺旋角丝锥可以加工螺纹深度≦3.5D(特殊工况4D)。
某些时候(硬材料,大牙距等),为了取得更好的齿尖强度,会选用螺旋槽丝锥加工通孔。
3)螺尖丝锥(先端丝锥或刃倾角丝锥):通常只能用于通孔,长径比可达3D-3.5D,铁屑向下排出,切削扭矩小,被加工的螺纹表面质量高。
切削时,需要保证全部切削部分攻穿,否则会出现崩齿。
(2)挤压丝锥
可用于通孔及盲孔的加工,通过材料塑性变形形成牙型,只能用于加工塑性材料。
挤压丝锥主要特点如下:
1)利用工件的塑性变形加工螺纹;
2)丝锥的截面积大,强度高,不易折断;
3)切削速度可比切削丝锥高,生产率亦相应提高;
4)由于是冷挤压加工,加工后的螺纹表面机械性能提高,表面粗糙度高,螺纹强度、耐磨性、耐腐蚀性提高;
5)无屑加工。
挤压丝锥缺点有:
1)只能用于加工塑性材料;
2)制造成本高;
3)不能研磨。
挤压丝锥有两种结构形式:
1)无油槽挤压丝锥只用于盲孔立加的工况;
2)带油槽挤压丝锥适用于所有工况,但通常小直径丝锥因制造难度不设计油槽。
SS硕朔生产、定制各类产品包括:钨钢钻头、合金铣刀、反R成型刀、反面锪平面刀具、钨钢螺纹刀具、沉头倒角刀杆、去毛刺刀并提供及高品质高速钢丝锥返修服务。